High-Precision Automated Filling Solutions Engineered for American Standards
In the United States, the pharmaceutical manufacturing sector is undergoing a massive transformation driven by Industry 4.0 and the increasing demand for personalized medicine. As a hub for global biotechnology innovation, the US market requires pharmaceutical liquid filling machines that not only meet high output requirements but also strictly adhere to FDA 21 CFR Part 11 and cGMP (Current Good Manufacturing Practice) guidelines.
Manufacturers in states like New Jersey, California, and Massachusetts are shifting toward modular and flexible filling systems. These systems allow for rapid changeovers between different drug formulations, which is critical for Contract Development and Manufacturing Organizations (CDMOs) handling diverse client portfolios.
Request Technical SpecsWhy Leading US Pharmaceutical Companies Trust Our Engineering
Utilizing high-grade ceramic or stainless steel pistons for volumetric accuracy within ±0.5% for liquid medications.
Ideal for single-use applications in the US biotech sector, preventing cross-contamination and simplifying cleaning.
Integrated RABS (Restricted Access Barrier Systems) or Isolators to maintain ISO 5 air quality during the filling process.
Electronic batch records and audit trails compliant with global regulatory standards for traceability.

Founded in 2009, Hebei Yongli Machine Co., Ltd has emerged as a powerhouse in the research and production of liquid packing machinery. Covering 15,000㎡, our facility is dedicated to engineering excellence. While our roots are global, our focus on the United States pharmaceutical market has led us to develop specialized solutions for water treatment, chemical filling, and high-speed labeling that meet the rigorous demands of American industrial standards.
Custom bottle, label, and machine layout design tailored to your facility's specific floor plan and output goals.
Precision fabrication using high-grade materials, ensuring long-term durability in pharmaceutical environments.
On-site technicians for installation, debugging, and staff training to ensure seamless operational transition.
Free online after-sales support and spare parts availability during the warranty period to minimize downtime.
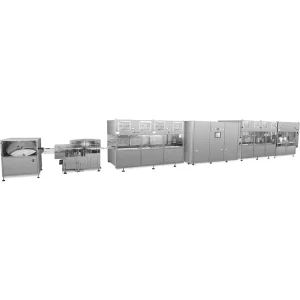
Our pharmaceutical liquid filling machines are deployed across various high-stakes environments in the United States:
Supplying high-speed aseptic vial lines for large-scale immunization programs, ensuring zero-contamination and rapid throughput during peak demand.
Precision eyedrop filling systems for specialty pharmacies and global pharmaceutical brands requiring sterile, small-volume accuracy.
Compact, benchtop-compatible filling machines for pilot batches and clinical trials in biotech hubs like South San Francisco and Cambridge.
Whether you are a startup in the "Research Triangle" of North Carolina or an established giant in the Midwest, our machinery provides the reliability and scalability needed to compete in the modern global market. We prioritize Ease of Cleaning (CIP/SIP) and Minimal Maintenance to ensure your production line stays profitable.
Explore our full range of liquid and powder filling solutions
The primary regulations are set by the FDA, focusing on cGMP. Key aspects include 21 CFR Part 11 for electronic records, the use of FDA-approved materials for product contact parts (like 316L stainless steel), and validation protocols (IQ/OQ/PQ).
Our machines utilize several layers of protection, including HEPA filtration, closed-system designs, and compatibility with VHP (Vaporized Hydrogen Peroxide) sterilization. For high-risk products, we integrate our machines into isolator technology to ensure a Grade A environment.
Yes, we understand that downtime is costly. We provide 24/7 remote diagnostic support and have a streamlined logistics process for shipping critical spare parts to US-based facilities within 48-72 hours.