Explore our high-performance automatic and semi-automatic gravity flow systems.
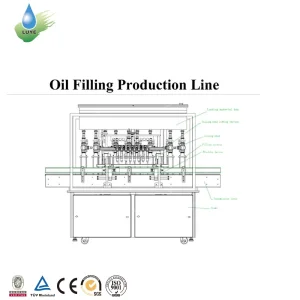
In the rapidly evolving landscape of global manufacturing, the Gravity Flow Liquid Filling Machine has emerged as a cornerstone for industries requiring high-efficiency, low-maintenance, and cost-effective packaging solutions. Unlike pump-based systems, gravity fillers utilize the natural force of gravity to move thin, free-flowing liquids from a supply tank into containers, ensuring a consistent fill level based on time or volume.
Currently, the global market for these machines is witnessing a surge in demand across North America, Europe, and Southeast Asia. From boutique distilleries in Scotland to massive condiment factories in China, gravity flow technology is preferred for its ability to handle foamy liquids, corrosive chemicals, and delicate beverages without compromising product integrity. As a leading exporter, we recognize that the shift toward "Smart Factories" is driving the integration of PLC controls and IoT monitoring into these traditional mechanical systems.
How innovation is shaping the next generation of gravity fillers.
Integration of AI-driven sensors to detect bottle irregularities and adjust flow rates in real-time, reducing waste to near zero.
Energy-efficient motors and gravity-reliant designs significantly lower the carbon footprint of large-scale bottling lines.
Quick-changeover parts allow factories to switch between different bottle sizes and liquid types in under 15 minutes.
Global procurement managers prioritize three factors: Reliability, Ease of Cleaning, and ROI. Gravity fillers are inherently simpler than piston or vacuum fillers, meaning fewer moving parts to break down. For industries like pharmaceuticals (Saline solutions) or food (Soy sauce, Vinegar), the ability to sanitize the entire fluid path easily is a non-negotiable requirement that our machines meet through 316L stainless steel construction.

Hebei Yongli Machine Co., Ltd was founded in 2009, our company covers an area of 15,000㎡. We are a leading enterprise in research and production of liquid and beverage packing machines. Our main products includes: water treatment plant, beverage and daily chemical filling machine, labeling machine, film shrink wrapping and carton packing machine, beverage processing and production lines.
As a premier Chinese factory, we leverage advanced manufacturing clusters to provide high-end technology at competitive global prices. Our engineering team focuses on durability and precision, ensuring every gravity flow liquid filling machine meets international CE and ISO standards.
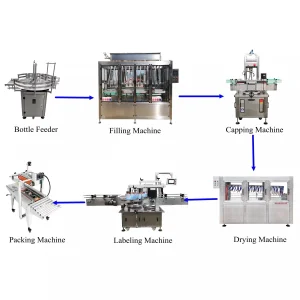
Comprehensive support from design to installation.
Bottle, label and machine layout design according to customers’ request. We provide expert consultation to ensure the gravity flow system matches your liquid viscosity and production targets.
After down payment, we start to manufacture the machine according to the bottle and layout design. Our QC team monitors every stage of the assembly process.
After machines arrive in customers' factory, we will send our technicians to do the installation, debugging and training, ensuring your staff can operate the gravity filler with confidence.
We give free online after-sales support, freely spare parts during warranty period. Our solutions are tailored to your specific factory footprint and power requirements.
By optimizing our supply chain in Hebei, we offer premium gravity filling machines at a fraction of the cost of European or American competitors without sacrificing quality.
Our R&D department integrates the latest PLC technology from brands like Siemens and Delta, ensuring your production line is future-proof.
Located near major ports, we provide seamless shipping and customs handling, ensuring your equipment arrives safely and on time, anywhere in the world.